Erhöhung der strukturellen Steifigkeit des 6-DOF-Manipulators
 1741
1741
Zusammenfassung
Dieser Artikel stellt einen Komplex von Konstruktions- und Ingenieurarbeiten vor, um eine Durchbiegung des Manipulators von höchstens 0,3 mm zu gewährleisten. Untersuchungsgegenstand ist ein Robotermanipulator. Ziel der FuE ist es, die Konstruktion der folgenden Manipulatorkomponenten zu optimieren:
- Aluminiumhalterung
- U-förmige Stahlhalterung
- Stahlhalterung „Finne“
Ergebnisse der durchgeführten Arbeiten:
Auf Grundlage der Ergebnisse der Halterungsoptimierung wurde ein verfeinertes elektronisches Modell des Manipulators entwickelt, und der Manipulator wurde auf statische Festigkeit bei maximaler Überlast durch die Motoren berechnet. Es wurde eine Liste von Vorschlägen für Konstruktionsänderungen erstellt. Ein elektronisches Modell der optimierten Konstruktion wurde entwickelt, einschließlich Nachweisrechnungen der Struktur.
Die geforderten Steifigkeitswerte konnten nicht vollständig erreicht werden. Die strukturelle Steifigkeit wurde jedoch deutlich erhöht:
- Die Verschiebung durch vertikale Last verringerte sich um 57%
- Die Verschiebung durch horizontale Last entlang der X-Achse verringerte sich um 65%
- Die Verschiebung durch horizontale Last entlang der Z-Achse verringerte sich um 66%
- Die Verschiebung durch das Moment um die X-Achse verringerte sich um 66%
- Die Verschiebung durch das Moment um die Y-Achse verringerte sich um 76%
- Die Verschiebung durch das Moment um die Z-Achse verringerte sich um 67%
Abkürzungen und Bezeichnungen
| Abkürzung | Erklärung |
|---|---|
| TOR | Technische Anforderungen |
| EM | Elektronisches Modell |
| FE | Finites Element |
| FEM | Finite-Elemente-Modell |
| SSS | Spannungs-Dehnungs-Zustand |
| CG | Schwerpunkt |
| CS | Koordinatensystem |
Einleitung
Als Ausgangsdaten für die Analyse der Manipulatorkonstruktion stellte der Auftraggeber eine in Flächen ausgeführte Kontur sowie ein EM des Manipulators im eingeklappten Zustand bereit. Im Rahmen der Arbeiten wurde eine Analyse des Manipulators durchgeführt und die Steifigkeitseigenschaften der Struktur erhöht, die den auf sie wirkenden statischen Lasten und Überlasten durch die Motoren standhält und dabei eine möglichst geringe Masse aufweist.
Als Ausgangsdaten für die Optimierung der Manipulatorkonstruktion stellte der Auftraggeber ein EM des Manipulators bereit. Im Rahmen der Arbeiten wurde die Konstruktion überarbeitet und auf statische Festigkeit unter Überlastbedingungen berechnet, und es wurden Empfehlungen zur Überarbeitung erarbeitet.
Erstellung des Manipulatorkonzepts
Im Rahmen der Arbeiten war es erforderlich, die Manipulatorkonstruktion zu optimieren. Gemäß den technischen Anforderungen lauten die Hauptanforderungen an die Manipulatorkonstruktion wie folgt:
- Die Struktur muss einer statischen Last durch ein Gewicht von 1,1 kg standhalten
- Die Durchbiegung der Manipulatorspitze darf 0,3 mm nicht überschreiten
- Zulässige Massenzunahme: höchstens 15%
- Die aktuellen Biegewinkel von 270° pro Gelenk müssen beibehalten werden
- Die Anzahl der einzigartigen (auftragsgefertigten) Teile nicht erhöhen
Beschreibung der Hauptelemente des Manipulators
Die Steifigkeitsanforderung soll durch eine Änderung der Form der Halterungen im Hauptteil des Manipulators erfüllt werden.
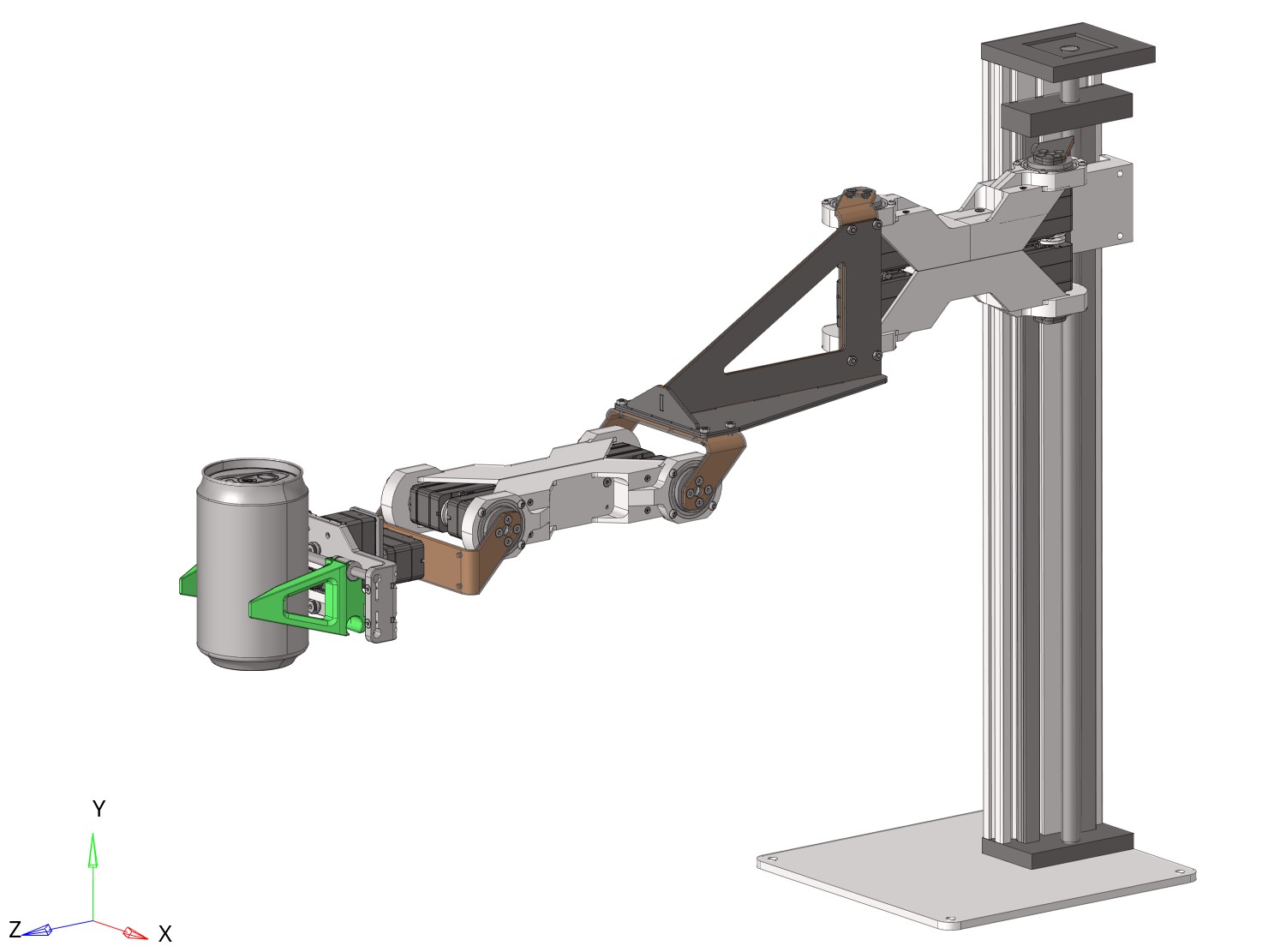
Gesamtansicht des Manipulators 1 |
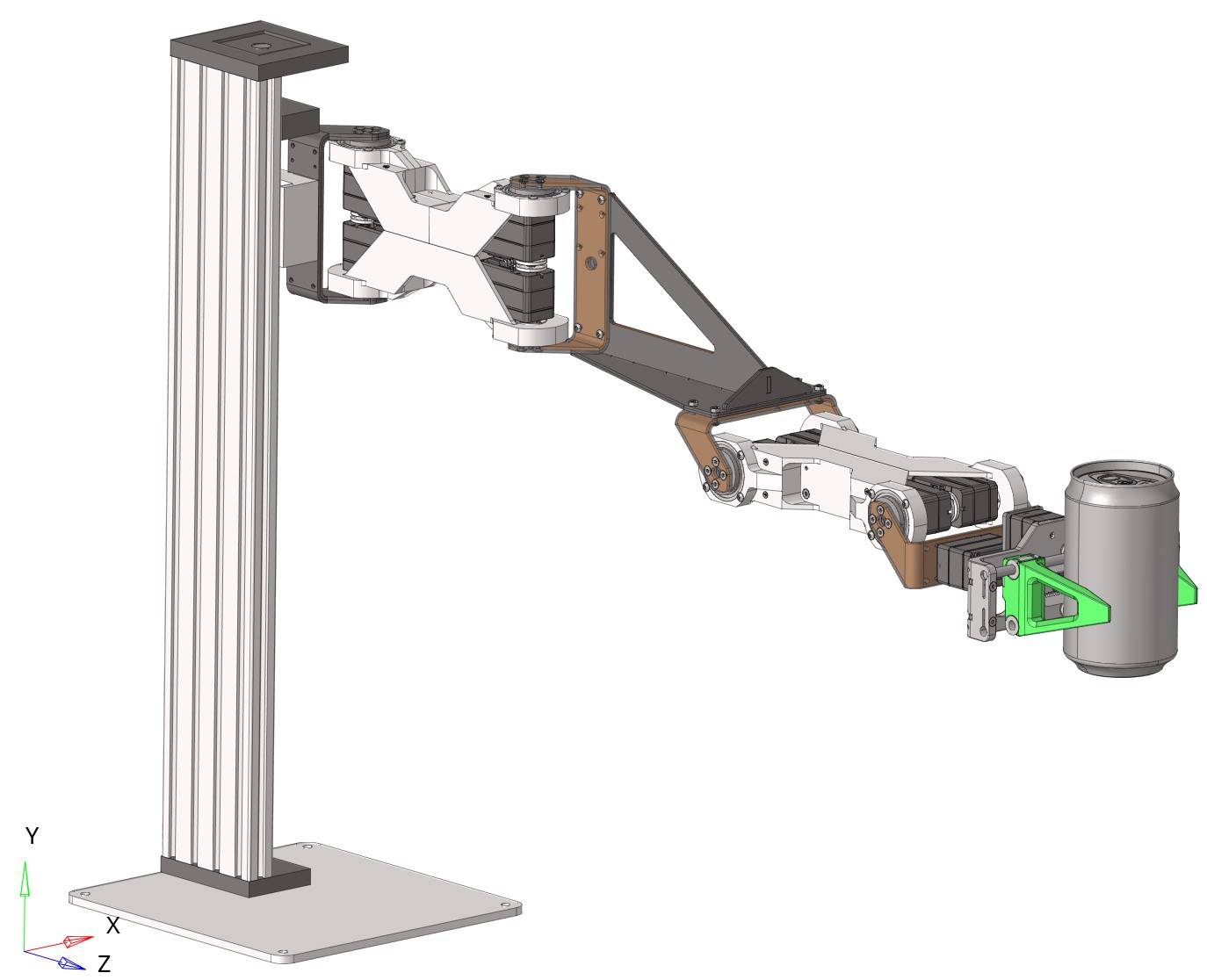
Gesamtansicht des Manipulators 2 |
Wie aus Abbildung 1 ersichtlich, besteht die Manipulatorkonstruktion aus einem Ständer (Abbildung 2), 4 U-förmigen Stahlhalterungen (Abbildung 3), 4 Aluminiumhalterungen (Abbildung 4), 1 Stahlhalterung „Finne“ (Abbildung 5) und 10 Servoantrieben.
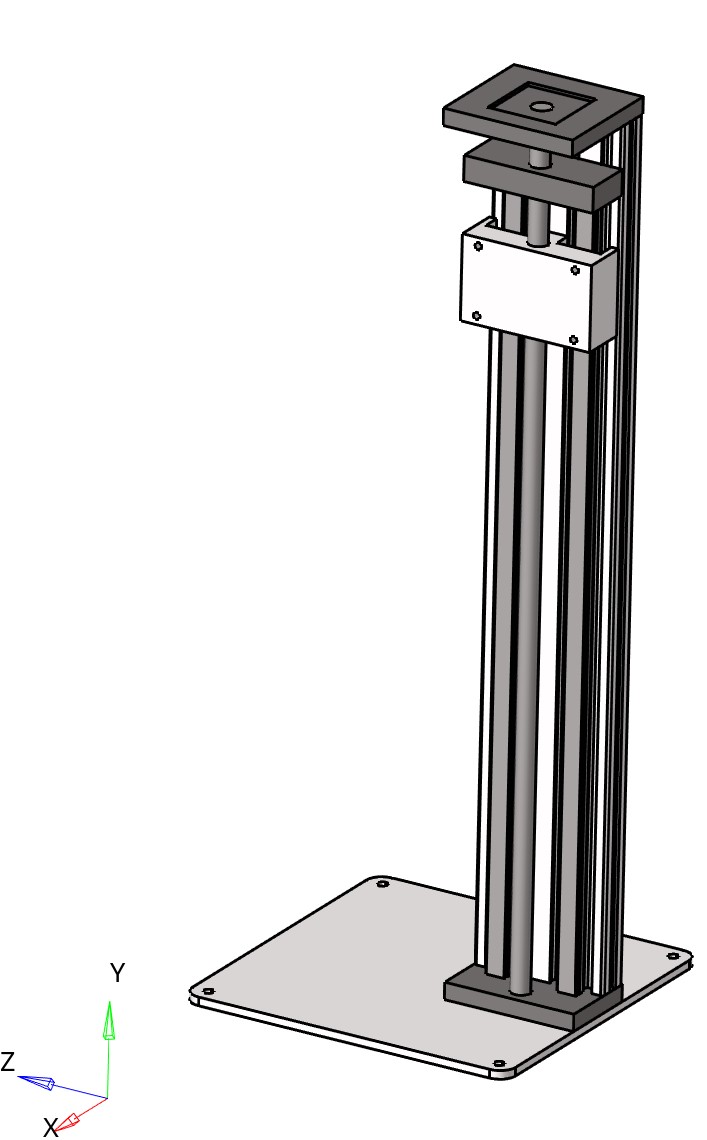
Gesamtansicht des Ständers
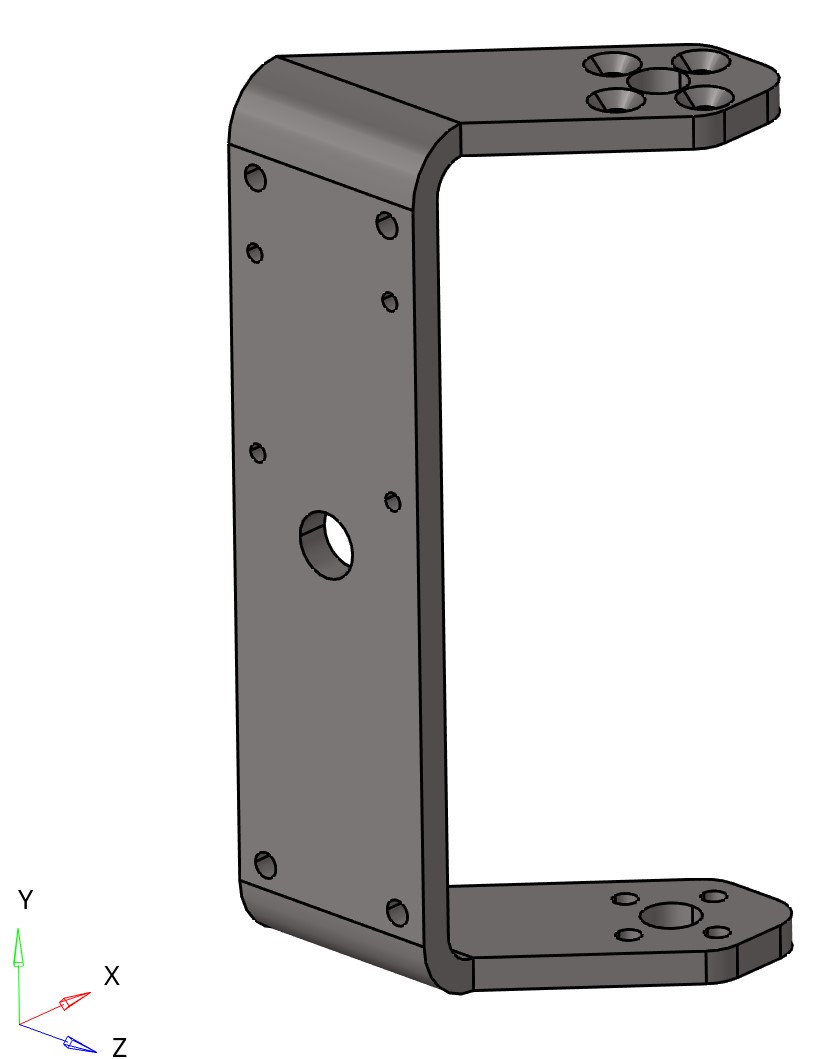
U-förmige Stahlhalterung 1 |
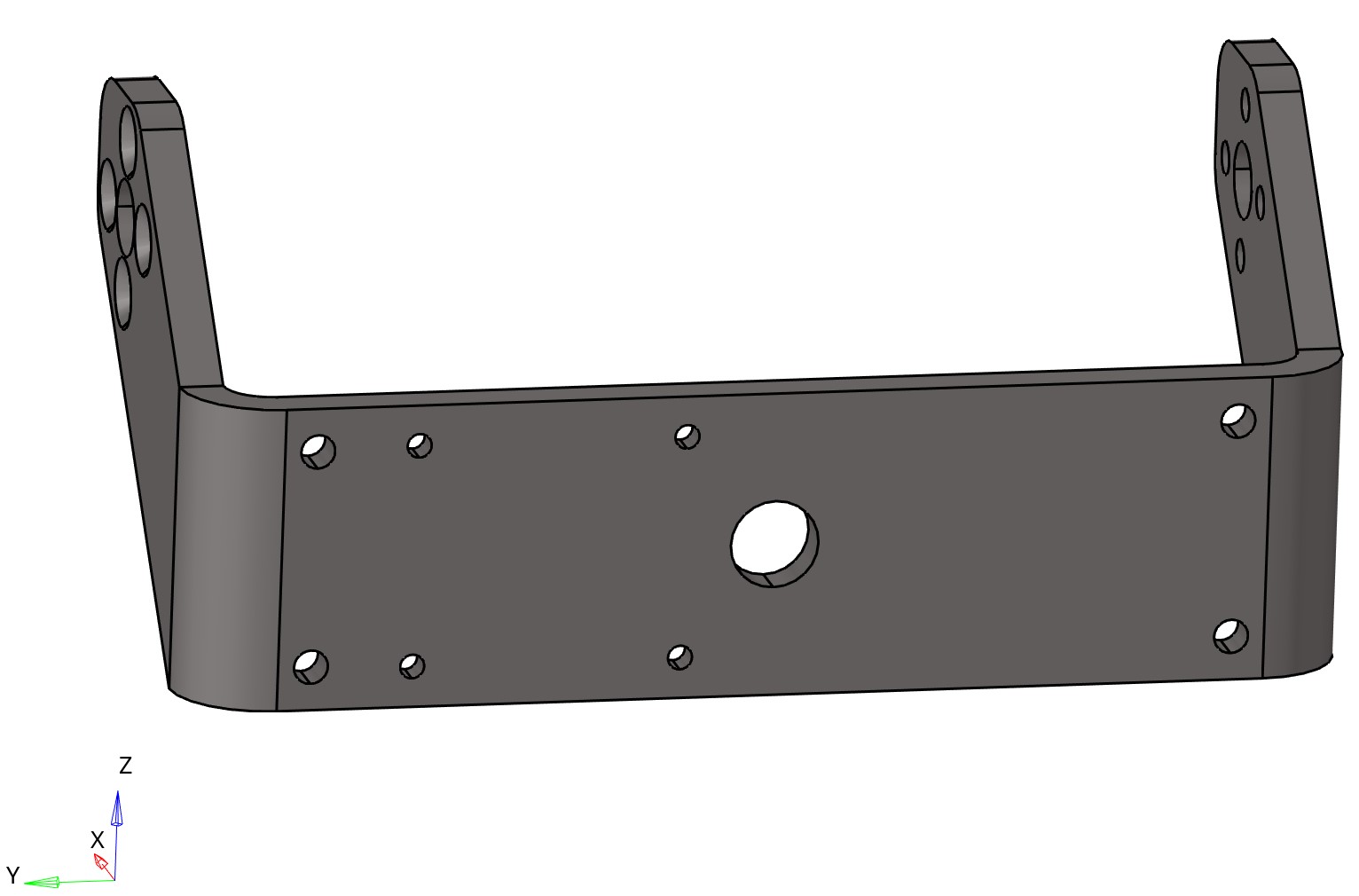
U-förmige Stahlhalterung 2 |
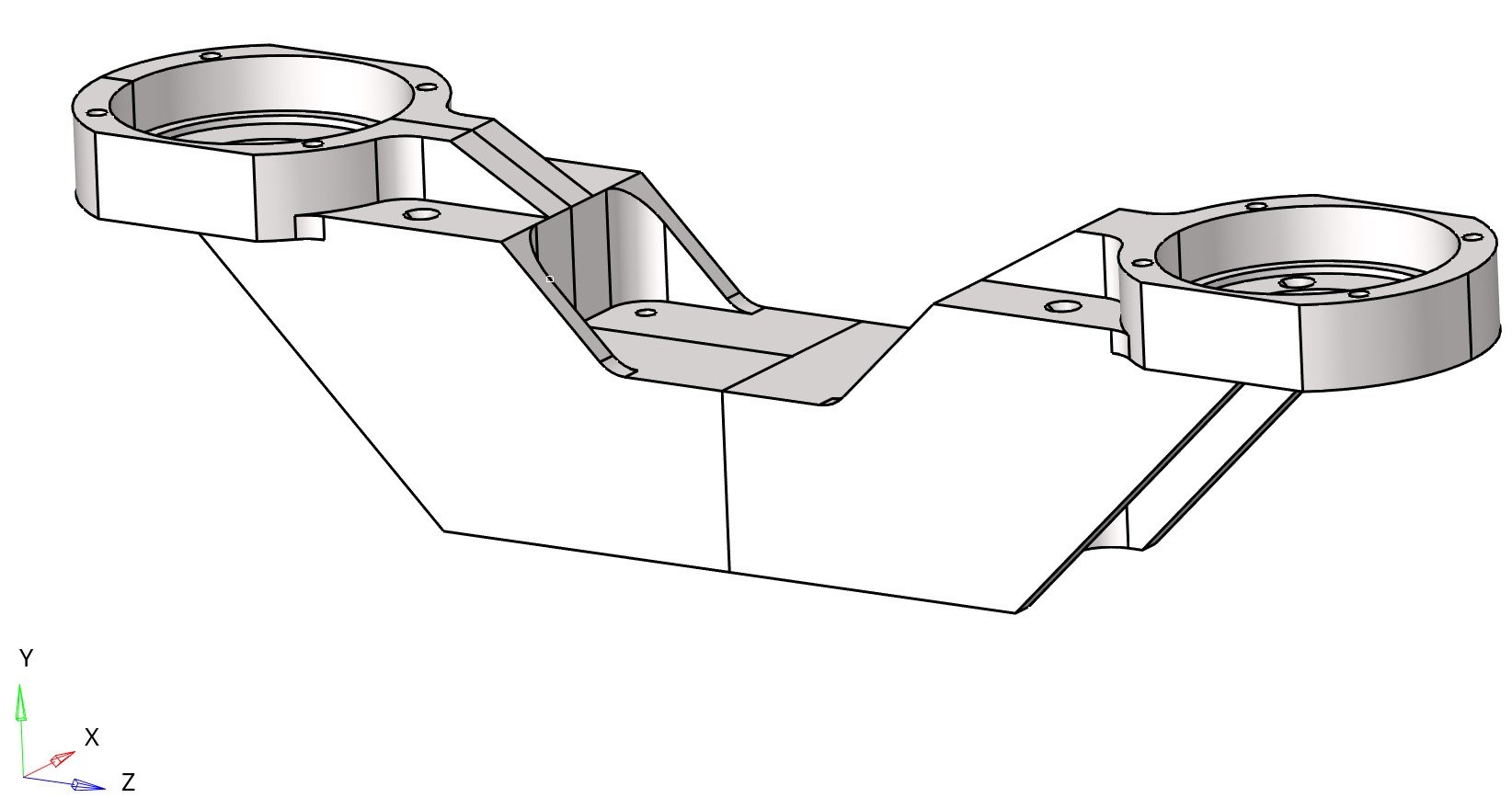
Aluminiumhalterung 1 |
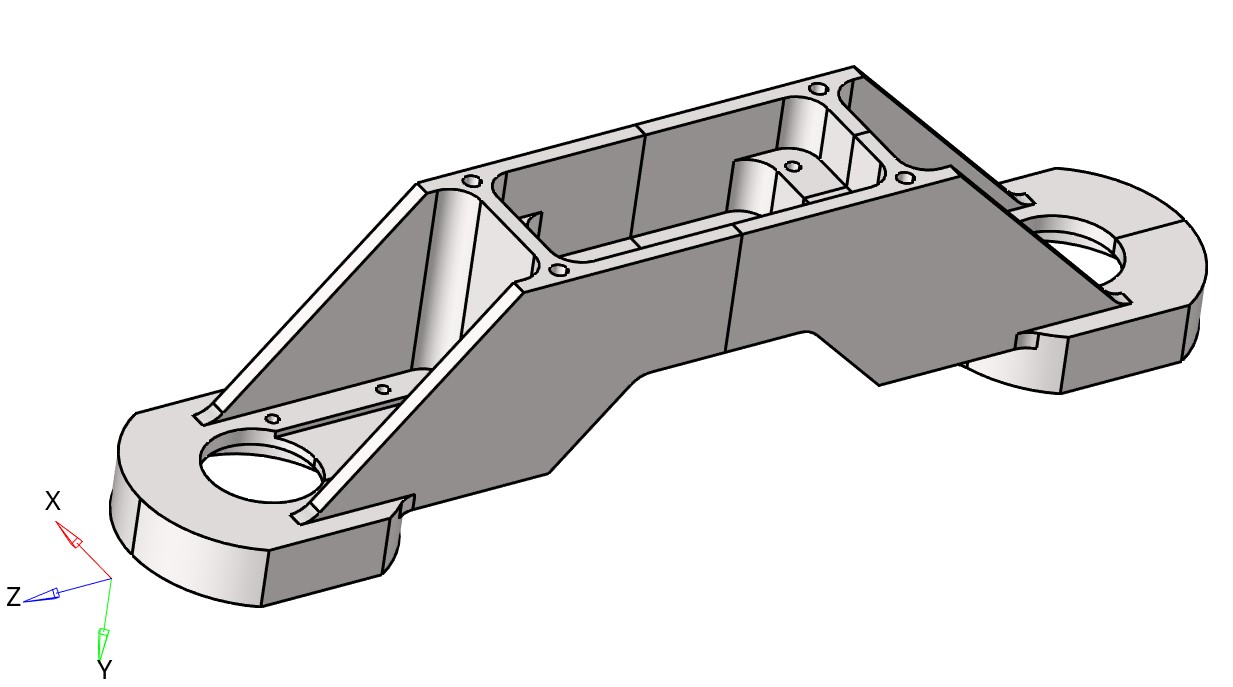
Aluminiumhalterung 2 |
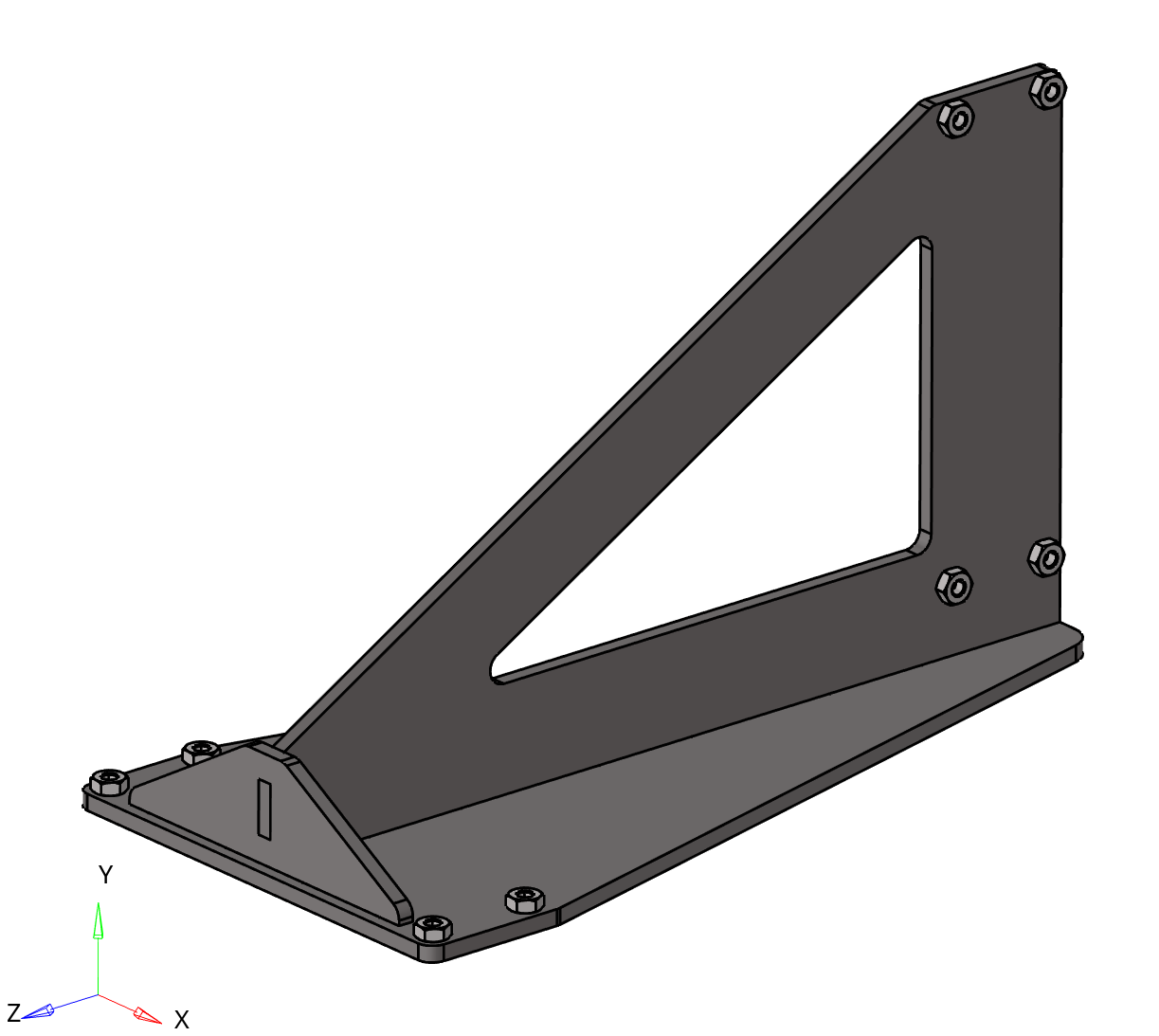
Stahlhalterung „Finne“
Karte der Materialverteilung im Modell:
Stahlelemente |
Aluminiumelemente |
Aufbau des Finite-Elemente-Modells
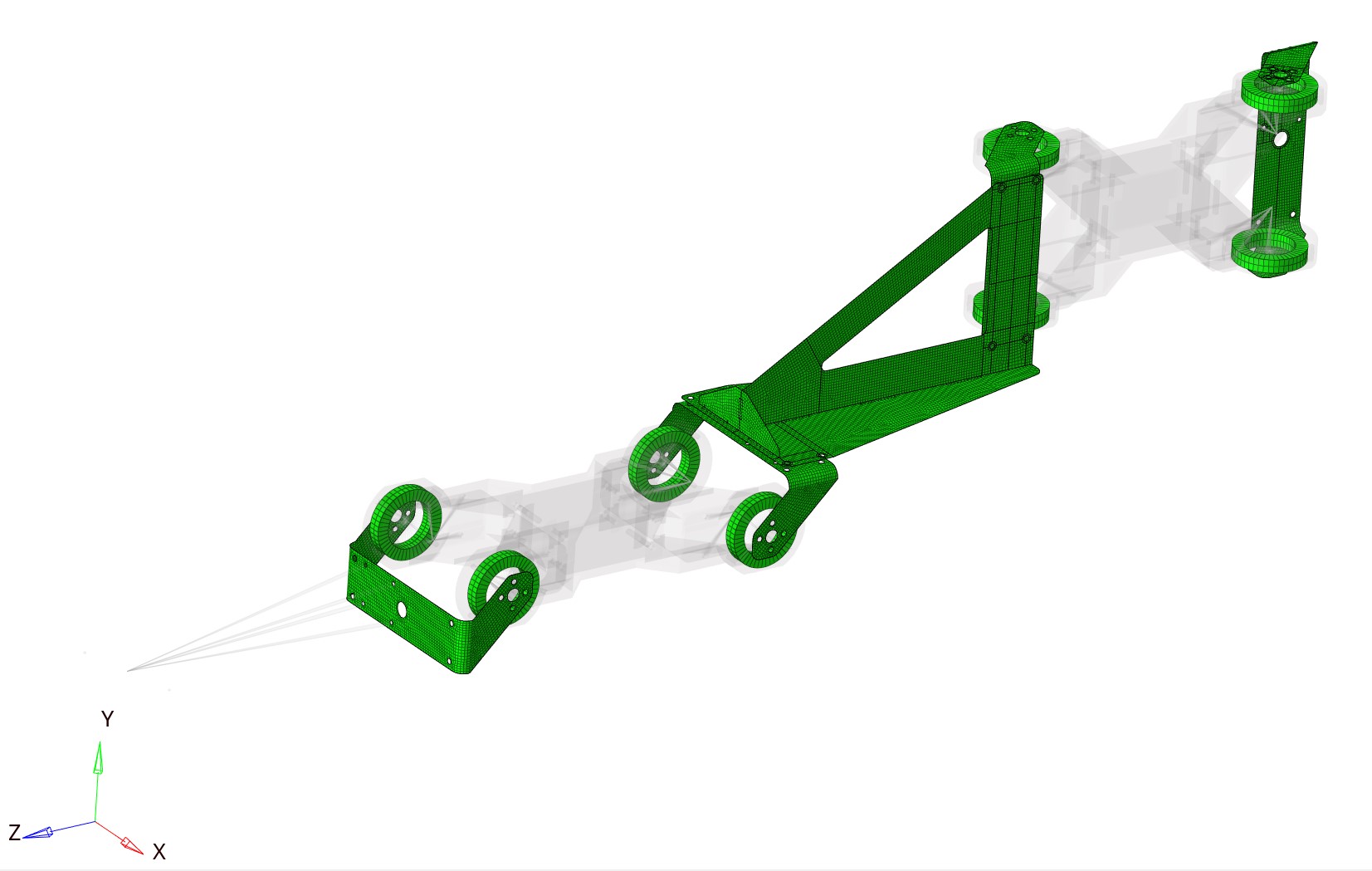
Zur Erstellung des FEM ist es notwendig, das Modell für eine schnellere Berechnung zu vereinfachen. Es wurde beschlossen, den Ständer als absolut starr zu betrachten und die Befestigung der Manipulatorknoten am Ständer durch Randbedingungen zu ersetzen (durch Festlegen der Befestigungspunkte des Manipulators am Ständer). Außerdem wurde beschlossen, die Modellierung des letzten Glieds des Manipulators (Greiferbaugruppe) durch ein absolut starres Glied zu ersetzen.

Abbildung 8 — Gesamtansicht des FE-Modells

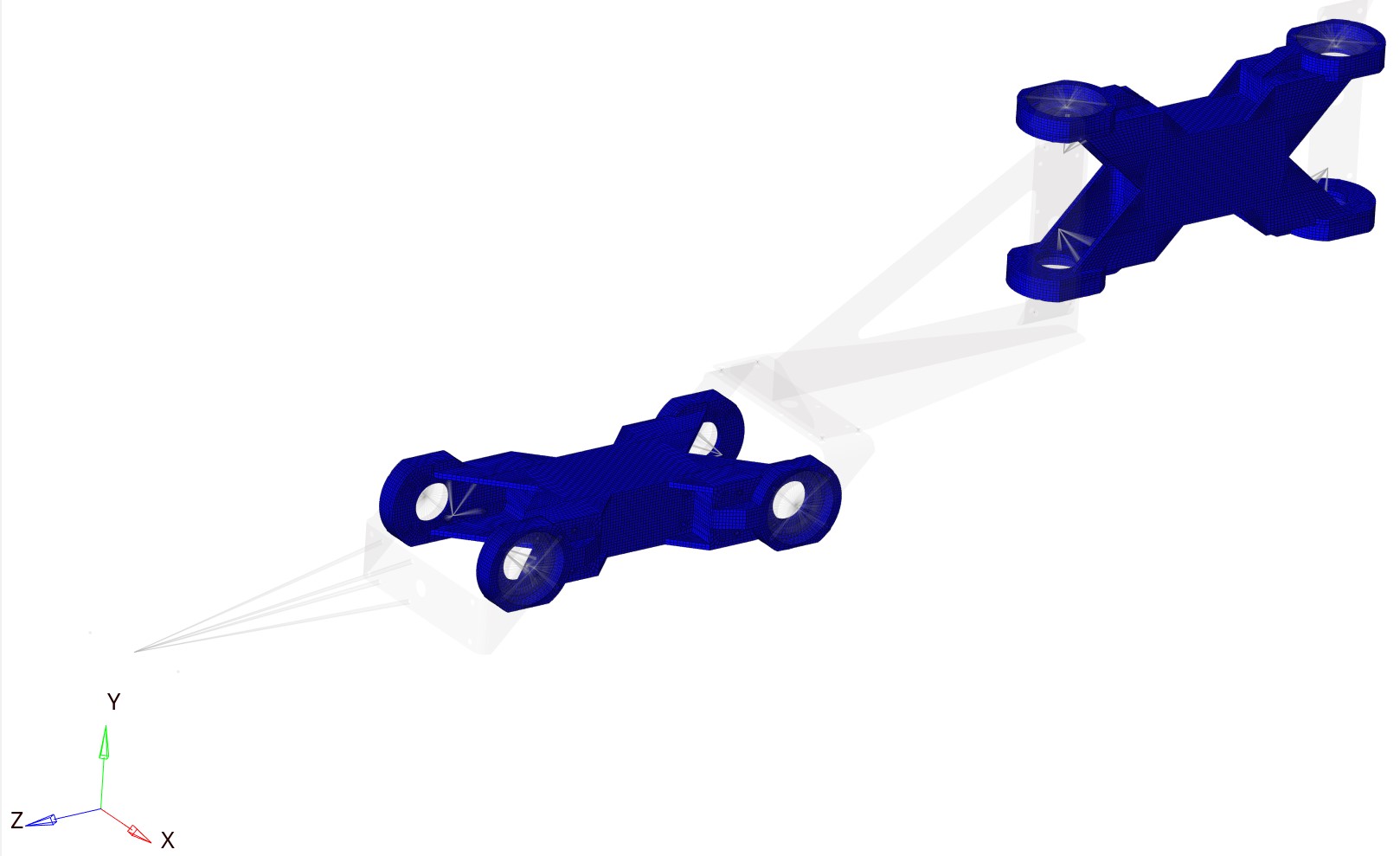
Abbildung 9 — im Modell verwendete Elementtypen
Die U-förmige Halterung und die Halterung „Finne“ wurden mit flachen Elementen vom Typ QUAD4 modelliert, da eine der Teileabmessungen (Dicke) << als die beiden anderen Teileabmessungen ist. QUAD4 ist ein flaches 4-Knoten-Element mit 6 Freiheitsgraden pro Knoten.

Abbildung 10 — FEM der U-förmigen Stahlhalterung |

Abbildung 10 — FEM der U-förmigen Stahlhalterung |

Abbildung 11 — FEM der Stahlhalterung „Finne“
Die Aluminiumhalterung und das Lager wurden mit Volumenelementen vom Typ HEX8 modelliert, da diese genauer sind als tetra4. HEX8 ist ein Volumenelement mit 8 Knoten und 3 Freiheitsgraden pro Knoten.

Abbildung 12 — FEM der Aluminiumhalterung |

Abbildung 12 — FEM der Aluminiumhalterung |
Modellierung der Kraftübertragung und der Schraubverbindungen
Zur Modellierung der Kraftübertragung von den Motoren auf die Halterung und das Lager wurde beschlossen, diese mit einem Element vom Typ RBE2 zu modellieren. Außerdem wurde beschlossen, die Schrauben, die die Elemente verbinden, durch RBE2 zu ersetzen. RBE2 ist ein absolut starres finites Element (die Verschiebung des Master-Knotens entspricht der Verschiebung der Slave-Knoten). Die Modellierung des Servomotors wird durch 1 RBE2-Element ersetzt, bei dem die Slave-Knoten die Befestigungsknoten des Motors sind und der Master-Knoten das RBE2-Element für das Lager mit der Stahlhalterung ist.
Es gibt 4 Möglichkeiten, Schrauben zu modellieren:
- Erste Möglichkeit: Schrauben mit einem Balken-Zweiknoten-finiten Element mit 6 Freiheitsgraden an jedem Knoten modellieren und seine Knoten mit RBE2- oder RBE3-Elementen an die Oberfläche binden.
- Zweite Möglichkeit: Randbedingungen im Befestigungsbereich der Schraube.
- Dritte Möglichkeit: Schrauben mit einem RBE2-Element modellieren.
- Vierte Möglichkeit: Die Schraube mit einem Volumen-finiten Element mit acht Knoten in Form eines Hexaeders mit 3 Freiheitsgraden an jedem Knoten modellieren. Bei dieser Methode müssen Kontakte zwischen der Schraube und dem Teil angegeben werden. Dies ermöglicht eine genauere Modellierung des Verhaltens der Schraubverbindung, verkompliziert aber das FEM.
Wir verwenden die dritte Modellierungsmethode, um Berechnung und Optimierung zu beschleunigen.

Abbildung 14 — FEM der Servomotormodellierung

Abbildung 15 — RBE2-Elemente, die Schrauben ersetzen
Einrichtung der Kontaktwechselwirkung
Zwischen dem Lager und der Aluminiumhalterung wurde beschlossen, eine Kontaktwechselwirkung vom Typ Slide zu erstellen. Dazu ist es notwendig, Kontaktflächen zu erstellen und die Flächen anzugeben, die in Kontakt stehen werden. Danach muss CONTACT konfiguriert werden: Auswahl der Master-Fläche (MASTER) und der Slave-Fläche (SLAVE). Sie unterscheiden sich dadurch, dass OPTISTRUCT beim Kontakt prüft, ob die Slave-Fläche die Ebene der Master-Fläche mit Punkten schneidet; falls ja, berechnet OPTISTRUCT die Kontaktfläche anhand dieser Schnittpunkte.
Als Master-Fläche sollte die Fläche mit der größeren Elementgröße gewählt werden. Wichtig ist auch, SRCHDIST und CLEARANCE (Spalt) anzugeben. Der erste Parameter gibt an, bei welchem Abstand Flächen als in Kontakt befindlich betrachtet werden, während der zweite Parameter den Spalt angibt.
In diesen Berechnungen ist der Kontakt vom Typ SLIDE ein Kontakttyp, bei dem keine Reibung zwischen den Flächen besteht. Es gibt eine zusätzliche Kontakteinstellung N2S oder S2S. Der erste Kontakttyp ist hinsichtlich der Rechenleistung am schnellsten, gibt aber das Kontaktdruckbild weniger genau wieder. Der zweite ist genau, verlangsamt aber die Berechnung erheblich.

Abbildung 16 — Kontaktwechselwirkung von Lagern und Halterung
Bildung der Lastfälle
Zur Berechnung des Manipulators auf statische Festigkeit müssen die Belastungsmodi bestimmt werden.
Legen wir den Sicherheitsfaktor K mit 1,5 fest.
Die vertikale Kraft berechnet sich als Lastmasse m multipliziert mit der Erdbeschleunigung g und dem Sicherheitsfaktor K:
$F_y = m cdot g cdot K = 16.18,text{N}$
$F_x = varepsilon cdot R cdot m cdot K = 6.73 text{N}$
$F_z = omega^2 cdot R cdot m cdot K = 72.49 text{N}$
$M_x = left(J_{x,mathrm{cg}} + m cdot d_1^2right) cdot K cdot varepsilon + F_y cdot l_1
= 651 text{N}cdottext{mm}$
$M_y = left(J_{y,mathrm{cg}} + m cdot d_2^2right) cdot K cdot varepsilon + F_x cdot l_2
= 635 text{N}cdottext{mm}$
$M_z = left(J_{z,mathrm{cg}} + m cdot d_3^2right) cdot K cdot varepsilon
= 133 text{N}cdottext{mm}$
Symboltabelle
| Symbol | Beschreibung | Maßeinheit |
|---|---|---|
| Fy | Vertikale Kraft (Gewicht) | N |
| Fx | Horizontale Kraft (tangentiale Trägheitskraft) | N |
| Fz | Längskraft (Zentrifugalkraft) | N |
| Mx | Gesamtmoment um die X-Achse | N·mm |
| My | Gesamtmoment um die Y-Achse | N·mm |
| Mz | Torsionsmoment um die Z-Achse | N·mm |
| m | Lastmasse | t |
| g | Erdbeschleunigung | mm/s² |
| K | Sicherheitsfaktor | Dimensionslos |
| ε | Winkelbeschleunigung | rad/s² |
| ω | Winkelgeschwindigkeit | rad/s |
| R | Abstand von der Drehachse zum Schwerpunkt der Last | mm |
| J_cg | Trägheitsmoment der Last um ihren Schwerpunkt (mit Index x, y, z) | t·mm² |
| d | Abstand vom Schwerpunkt der Last zur Drehachse (mit Index 1, 2, 3) | mm |
| l | Abstand vom Kraftangriffspunkt zur Drehachse (mit Index 1, 2) | mm |
5 Analyse der Ergebnisse
Die Berechnungsergebnisse waren wie folgt:
| Lastfall | Fx | Fy | Fz | Mx | My | Mz |
|---|---|---|---|---|---|---|
| Maximale Verschiebung (mm) | 1.03 | 1.05 | 0.62 | 0.12 | 0.17 | 0.03 |
| Maximale Spannung (MPa) | 93 | 92 | 65 | 10 | 14 | 4 |
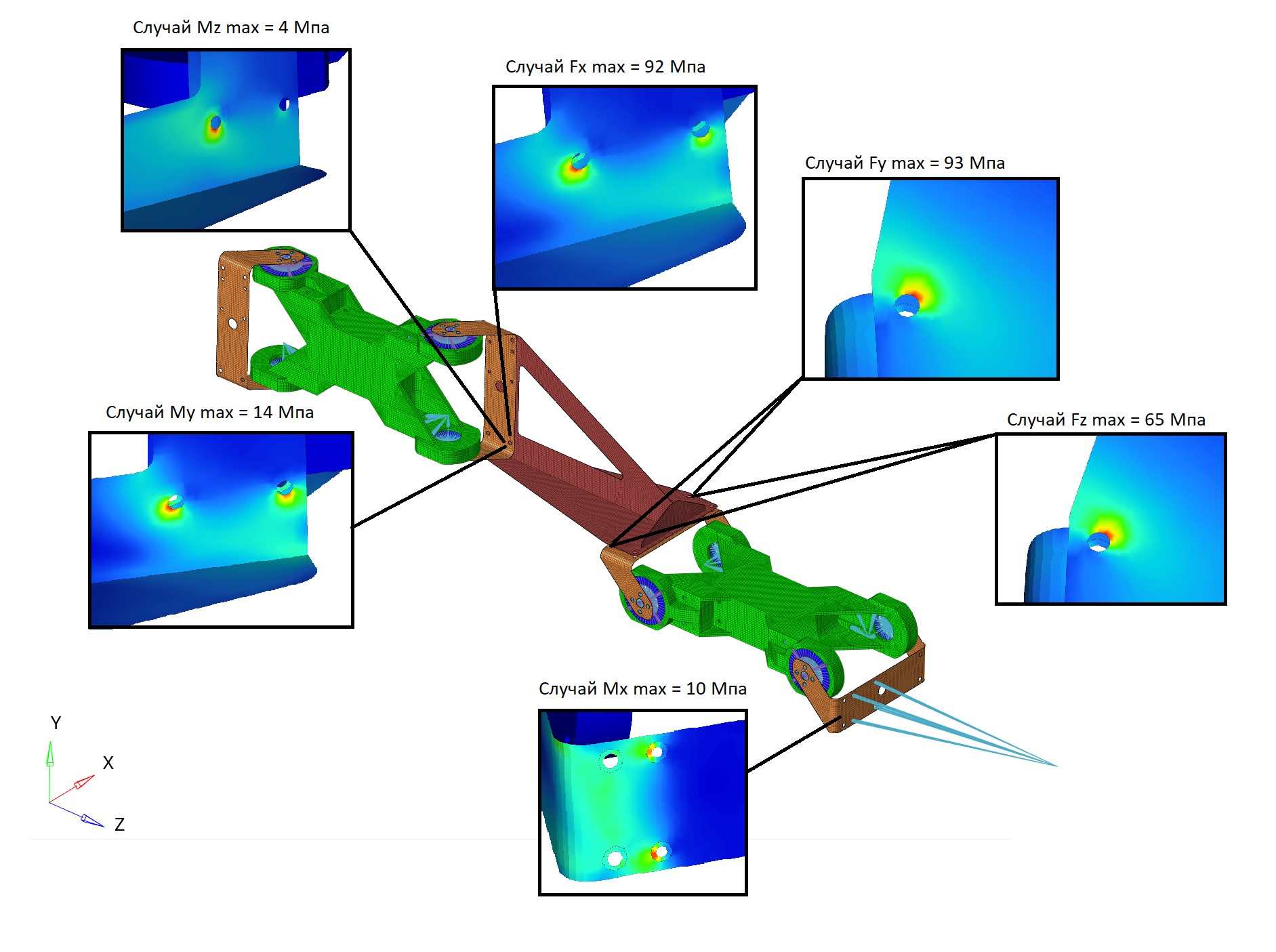
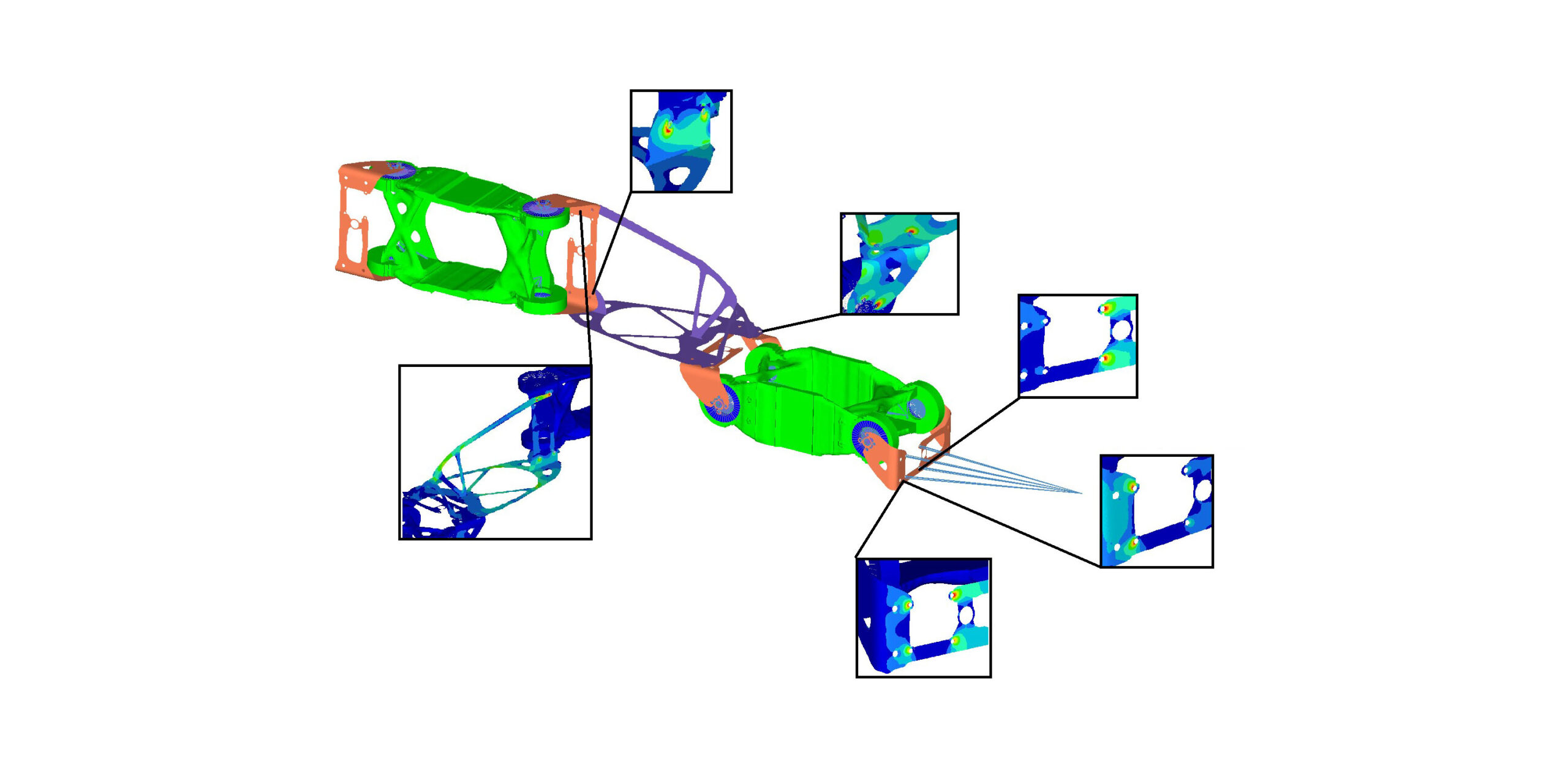
Abbildung 17 — Lage der am stärksten belasteten Bereiche, Lastfall und in diesen Bereichen auftretende Spannungen
Die maximalen Spannungen treten an den Befestigungsknoten der Schrauben an den Teilen auf. Die Finne ist der höchsten Spannung ausgesetzt.
Grundlagen der Topologieoptimierungsmethode (mit dem SIMP-Algorithmus)
Optimierungsmethoden werden in zwei Kategorien unterteilt — konzeptioneller Entwurf und Überarbeitungen.
Optimierung auf konzeptioneller Ebene bedeutet, die Optimierung (entweder Topologie- oder Topografieoptimierung) in der Anfangsphase des Konstruktionsprozesses durchzuführen, um die beste Form zu schaffen, von der aus weitergearbeitet werden kann.
Das Optimierungsprogramm automatisiert im Wesentlichen den Prozess Konstruktion — Analyse — Modellrückmeldung — Neukonstruktion. Dies ermöglicht es, Änderungen an der Struktur gemäß den Konstruktionskriterien vorzunehmen, ohne die Gesamttopologie zu ändern. Die Konstruktionsoptimierung kann auf der Optimierung bestimmter Abmessungen, der Form oder einer beliebig gewählten Form beruhen.
Die Topologieoptimierung bezieht sich auf die Materialverteilung und darauf, wie die Elemente innerhalb der Struktur verbunden sind. Sie betrachtet die „äquivalente Dichte“ oder Pseudodichte jedes Elements als Konstruktionsvariable.
Die SIMP-Methode
Die Topologieoptimierungsmethode ermöglicht es, die optimale Materialverteilung in einem gegebenen Konstruktionsbereich zu bestimmen, die gegebenen Randbedingungen und Belastungsmodi entspricht und die auferlegten zusätzlichen Beschränkungen erfüllt. Die Idee der Methode besteht darin, die optimale Materialverteilung in jedem Teil des Konstruktionsbereichs zu bestimmen. Dazu wird der Konstruktionsbereich in N Elemente unterteilt. Jedes Element ist entweder mit Material gefüllt oder leer. Dementsprechend beträgt die Anzahl der verschiedenen Kombinationen 2^N, wobei N die Anzahl der Elemente ist.
Zur Lösung des Optimierungsproblems mit der SIMP-Methode variiert die Materialdichte jedes Elements kontinuierlich im Bereich von 0 bis 1 oder von $rho_{min} $ — minimaler Pseudodichte bis 1:
$0 le rho_{min} le rho le 1$
Unter Berücksichtigung dieser Bedingung wird bei der Suche nach dem Minimum der Zielfunktion die Materialdichte variiert. Zur Lösung des Problems ist es vorzuziehen, die „Strafmethode“ unter Verwendung einer Potenzdarstellung der elastischen Eigenschaften des Materials zu verwenden, die wie folgt ausgedrückt werden kann:
$E(rho_e) = rho_e^{p},E$
wobei E der Elastizitätsmodul und p der „Strafkoeffizient“ ist, der immer größer als 1 ist, oder für die Element-Steifigkeitsmatrix als:
$K(rho_e) = rho_e^{p},K$
wobei K die Element-Steifigkeitsmatrix und p der „Strafkoeffizient“ ist, der immer größer als 1 ist.
Nachgiebigkeit und Steifigkeit
Die Gesamtsteifigkeit der Struktur kann ebenfalls als Zielfunktion verwendet werden. Dies kann auch als Minimierung der Nachgiebigkeit bei einer gegebenen Massenreduktion betrachtet werden. Die Nachgiebigkeit ist ein Maß für die Gesamtbeweglichkeit oder „Weichheit“ der Struktur — sie ist der Kehrwert der Steifigkeit. Die Gesamtnachgiebigkeit entspricht der Summe der Verformungsenergien oder der elastischen Energie in den Elementen. Die Minimierung der Gesamtnachgiebigkeit ist gleichbedeutend mit der Maximierung der Gesamtsteifigkeit.
Der Optimierungsalgorithmus versucht in einem iterativen Prozess, die Elementdichten zu bestimmen, die die Gesamtnachgiebigkeit der Struktur minimieren:
$C(rho) = sum_{i=1}^{N} rho_i^{p}, mathbf{u}_i^{mathsf{T}}, mathbf{k}_i, mathbf{u}_i$
wobei u der Verschiebungsvektor des i-ten Elements, k die Steifigkeitsmatrix des i-ten Elements und ρ die Pseudodichte des entsprechenden Elements ist. Die Gleichung hat die Form:
$K,U = F$
wobei K die Steifigkeitsmatrix, U die Verschiebungsmatrix und F der Kraftvektor ist.
Überlegungen zur Fertigbarkeit
Eine Struktur, deren Form auf Grundlage einer dreidimensionalen Optimierung bestimmt wird, kann in vielen Fällen nicht mit Standardtechnologien gefertigt werden. Daher ist in solchen Fällen eine Bewertung der Fertigbarkeit der Geometrie optimierter Strukturen erforderlich. Zur Lösung dieses Problems können bei der Optimierung außerdem bestimmte Beschränkungen festgelegt werden, die zur Erzielung einer für die Fertigung mit verschiedenen traditionellen Produktionstechnologien geeigneten Geometrie beitragen.
Daher ist es für die Optimierung nach dem obigen Algorithmus für jedes optimierte Teil erforderlich, einen Des space — eine erweiterte Geometrie, in der die Suche nach der optimalen Konstruktion durchgeführt wird.

Abbildung 18 — Des space der U-förmigen Stahlhalterung |

Abbildung 19 — Des space der Aluminiumhalterung |

Abbildung 20 — Des space der Stahlhalterung „Finne“
Optimierungsparameter und -beschränkungen
Zur Durchführung der Optimierung müssen Variablen oder Parameter (Responses) des Modells erstellt werden, nach denen das Teil optimiert wird. Wir erstellen 2 Systemresponses oder Parameter:
Erster Parameter — wcompliance (gewichtete Nachgiebigkeit). Die Beziehung hat die Form:
$C_w = sum_{i} W_i , C_i = frac{1}{2}sum_{i} W_i , mathbf{u}_i^{mathsf{T}} , mathbf{f}_i$
Zweiter Parameter — Masse im gegebenen Konstruktionsbereich. Dieser Parameter liefert uns die Masse des Konstruktionsbereichs. Er kann für die gesamte Struktur sowie für einzelne Eigenschaften (Komponenten) und Materialien oder für Gruppen von Eigenschaften (Komponenten) und Materialien definiert werden.
Zusätzlich zur Zielfunktion (nämlich der Verringerung der Nachgiebigkeit) müssen Beschränkungen angegeben werden. dconstrain ist eine Beschränkung, die der Solver nicht verletzen sollte. Bei den Berechnungen sollte die Masse nicht um mehr als 15% von der Masse des vorherigen Teils abweichen. Das bedeutet, dass die Massenbeschränkung für jede Konstruktionszone unterschiedlich sein wird. In diesem Programm kann auch eine Beschränkung für das Volumen oder das relative Volumen oder die relative Masse angegeben werden. Der Unterschied zwischen relativer Masse und relativem Volumen besteht darin, dass die relative Masse die Masse des gesamten Modells in die Berechnung einbezieht, während der Volumenanteil nur den Konstruktionsbereich berücksichtigt.
Um die optimalste Form zu finden, muss eine Zielfunktion erstellt werden. Diese Funktion ist das Extremum, das wir finden müssen. Hier werden verschiedene Systemresponses angegeben (Verschiebung, Verdrehwinkel, Spannungen usw.). In diesem Fall geben wir wcompliance als die Funktion an, deren Minimum das Programm suchen wird.
Anschließend legen wir zusätzliche Optimierungsbeschränkungen fest. Eine zusätzliche Beschränkung neben der Masse ist auch die maximal zulässige Spannung von 150 MPa. Dieser Parameter sollte unter der Streckgrenze des Materials liegen, denn bei Erreichen der Streckgrenze verformt sich das Teil plastisch, was zu sehr schwerwiegenden Folgen führen kann. Es ist zu beachten, dass der Wert der Spannungsbeschränkung mit der Spannung im Element nach der von-Mises-Theorie verglichen wird.
Fertigungsbeschränkungen in OptiStruct
Das Problem bei der Topologieoptimierung besteht darin, dass die entwickelten Konstruktionskonzepte sehr oft nicht fertigbar sind. Ein weiteres Problem besteht darin, dass die Lösung des Topologieoptimierungsproblems vom Netz abhängen kann, wenn keine geeigneten Maßnahmen ergriffen werden.
OptiStruct bietet mehrere verschiedene Methoden, um die Fertigbarkeit bei der Durchführung der Topologieoptimierung zu berücksichtigen:
mindim — steuert die kleinste Größe, die bei der Suche nach der Topologie erhalten bleiben soll, und minimiert außerdem den vom Netz erzeugten Schachbretteffekt und liefert eine diskretere Konstruktion. Da die Optimierung einen diskreten Wert von 1 oder 0 für Elemente erfordert, verbessert diese Beschränkung in der Regel die Klarheit der Konstruktion, indem Zwischenelemente beseitigt werden, die sich andernfalls bilden könnten.
draw direction — Beim Guss- oder Fräsprozess ist es unmöglich, Hohlräume zu erzeugen, die nicht offen und nicht in Richtung der Formbewegung ausgerichtet sind. Aus der Topologieoptimierung resultierende Konstruktionen enthalten oft Hohlräume, die für das Gießen oder Fräsen nicht geeignet sind. Die Umwandlung einer solchen Konstruktionslösung in eine fertigbare Konstruktion kann äußerst schwierig, wenn nicht unmöglich sein.
OptiStruct ermöglicht das Festlegen von draw-direction-Beschränkungen, sodass eine bestimmte Topologie es der Form erlaubt, sich in einer gegebenen Richtung zu bewegen.
Es stehen zwei Entformungsoptionen zur Verfügung:
- The “SINGLE” geht davon aus, dass eine Form verwendet wird, die sich in einer gegebenen Entformungsrichtung bewegt. Die Unterseite des gegossenen Teils ist ein vordefinierter Arbeitsbereich für die Form.
- The “SPLIT” impliziert, dass zwei Formen verwendet werden, um das in dieser DTPL-Karte beschriebene Teil zu gießen, die sich in einer gegebenen Entformungsrichtung trennen.
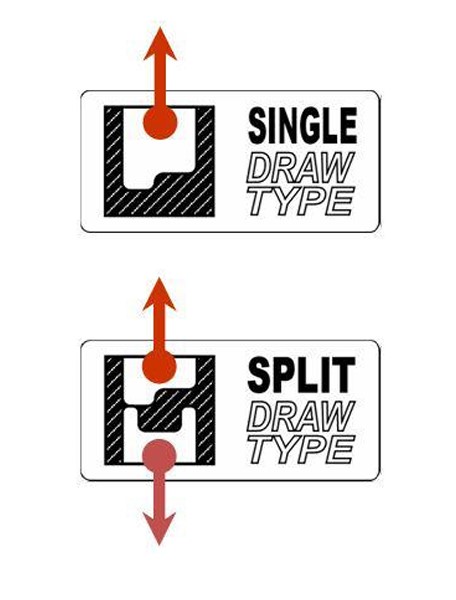
Abbildung 21 — Unterschied zwischen draw single und draw split
Bei Verwendung der Entformungsoption „SINGLE“ können bei der Fertigung von Stanz- oder Blechteilen Beschränkungen auftreten. Dieser Parameter beschleunigt die Entwicklung einer Struktur, die als 3D-Schale, 3D-Konstruktionsbereich interpretierbar ist. Dies ermöglicht es, 2D-Schalen oder Stanzteile aus einem 3D-Konstruktionsbereich zu entwerfen, was eine größere Konstruktionsflexibilität bietet.
Das Teil kann nicht nur einen Konstruktionsbereich, sondern auch einen Nicht-Konstruktionsbereich enthalten. Diese Nicht-Konstruktionsbereiche müssen als Hindernisse für den Prozess definiert werden. Dies erhält die Möglichkeit, die endgültige Konstruktion zu gießen. Zu beachten ist auch, dass es eine standardmäßige minimale Elementgröße für die Verwendung mit draw-direction-Beschränkungen gibt. Dieser Wert ist als das Dreifache der durchschnittlichen Zellgröße für die entsprechenden Komponenten definiert. Daher sollten die Netzdichte des Modells und der erforderliche Volumenanteil so gewählt werden, dass genügend Material vorhanden ist, um die Elemente der standardmäßigen minimalen Größe zu füllen. Der Benutzer kann die gewünschte minimale Elementgröße für jedes Strukturteil angeben.
Pattern repetition — ist eine Technik, die es ermöglicht, verschiedene Strukturkomponenten so zu verbinden, dass ähnliche topologische Muster entstehen.
Pattern grouping — das Verknüpfen von Variablen, sodass gewünschte Strukturformen entstehen. Linear, planar, kreisförmig, radial usw. Geformte Strukturelemente werden durch einzelne Variablen gesteuert, was sicherstellt, dass die Konstruktion dem gewünschten Muster entspricht. Die Pattern-grouping-Optionen für eine Ebene, zwei Ebenen, drei Ebenen und zyklische Symmetrie verwenden ebenfalls einen ähnlichen Ansatz, um sicherzustellen, dass in der Lösung Symmetrie erzeugt wird.
Optimierungsergebnisse für die Stahlhalterung „Finne“
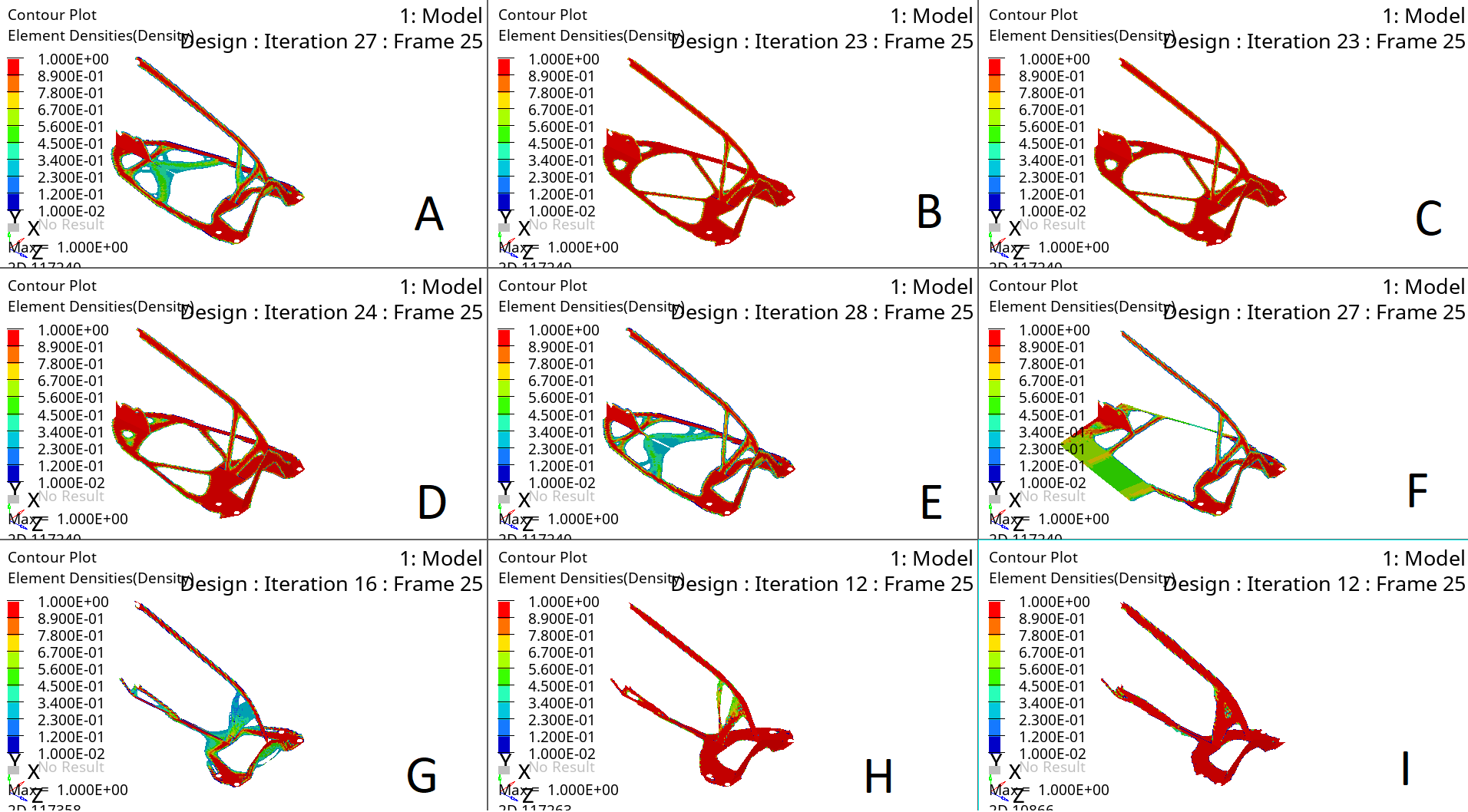
Abbildung 22 — erhaltene Optimierungsvarianten für die Finne
| A | B | C | D | E | F | G | H | I | |
|---|---|---|---|---|---|---|---|---|---|
| Material | Stahl | Stahl | Stahl | Stahl | Stahl | Stahl | Stahl | Stahl | Stahl |
| Dicke | 8 | 6 | 5 | 4 | 3 | 6 | 15 | 8 | 6 |
| Anzahl der Lasten | 6 | 6 | 6 | 6 | 6 | 2 | 1 | 1 | 1 |
Wie aus den erhaltenen Optimierungsmustern ersichtlich, ist die YZ-Ebene der Halterung für die Biegesteifigkeit des Manipulators um die X-Achse verantwortlich. Es wird empfohlen, diese Wand auf eine Dicke von 6 mm zu erhöhen; dieses Teil trägt am meisten zur Steifigkeit entlang der Y-Achse bei. Die XZ-Ebene der Halterung ist für die Biegung um die Y-Achse verantwortlich, und diese Ebene kann mit 3 mm Dicke ausgeführt werden. Die Wahl der konkreten Kontur und ihrer Nachzeichnung hängt allein vom Ingenieur ab. Rote Bereiche sind die am stärksten belasteten Bereiche, während die gelb-grüne Grenze optionale Bereiche darstellt, und ob diese einbezogen werden oder nicht, entscheidet der Ingenieur.
Optimierungsergebnisse für die U-förmige Stahlhalterung
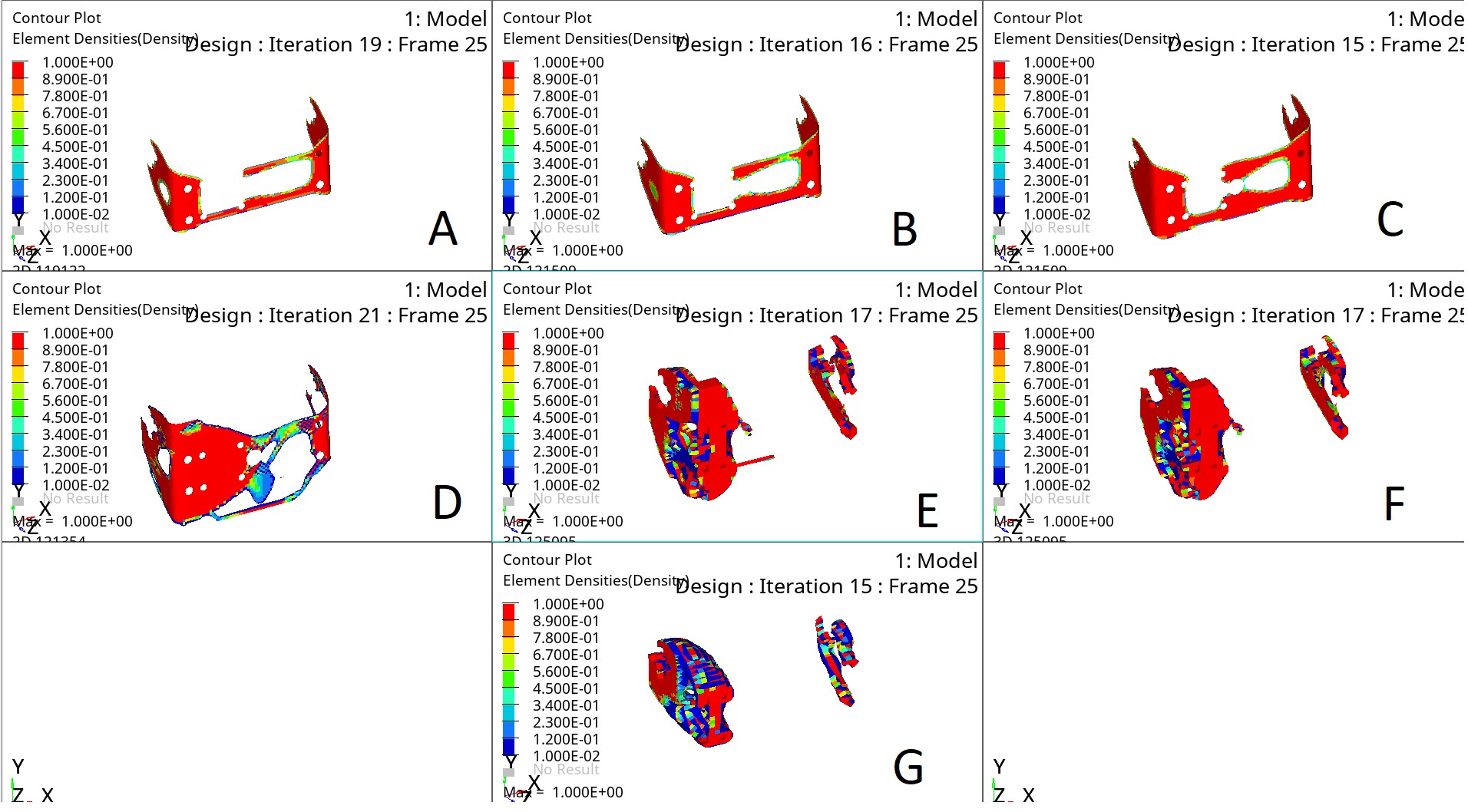
Abbildung 23 — erhaltene Optimierungsvarianten für die U-förmige Stahlhalterung
| A | B | C | D | E | F | G | |
|---|---|---|---|---|---|---|---|
| Material | Stahl | Stahl | Stahl | Stahl | Stahl | Stahl | Stahl |
| Dicke | 8 | 6 | 5 | 3 | |||
| Anzahl der Lasten | 6 | 6 | 6 | 1 | 1 | 1 | 1 |
Wie aus den erhaltenen Optimierungsmustern der U-förmigen Stahlhalterung ersichtlich, ist das zentrale Loch nicht belastet. Es wird außerdem empfohlen, die Basis der Halterung zu verbreitern und die Dicke auf 6 mm zu erhöhen.
Optimierungsergebnisse für die Aluminiumhalterung
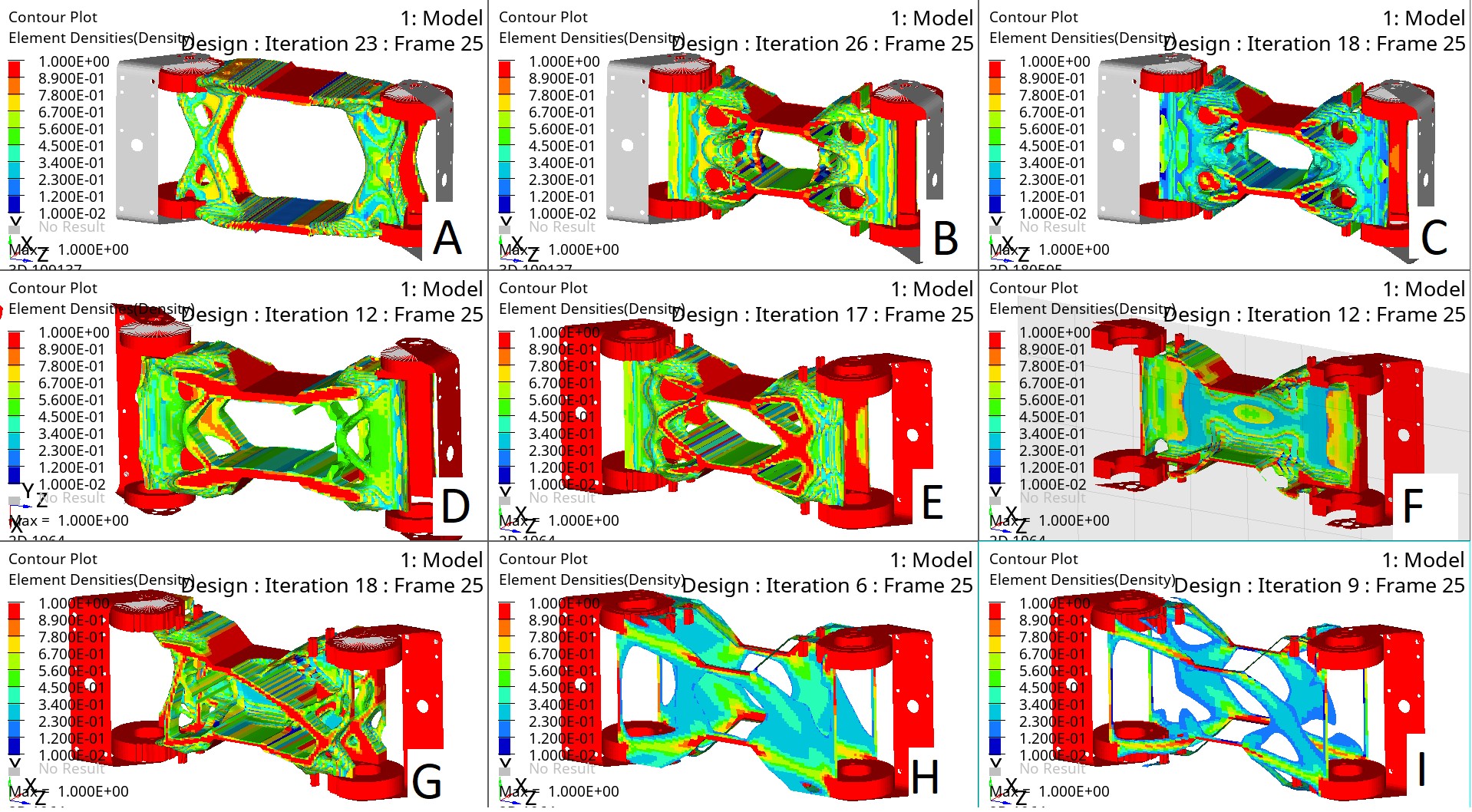
Abbildung 24 — erhaltene Optimierungsvarianten für die Aluminiumhalterung
| A | B | C | D | E | F | G | H | I | |
|---|---|---|---|---|---|---|---|---|---|
| Material | Aluminium | Aluminium | Aluminium | Aluminium | Aluminium | Aluminium | Stahl | Stahl | Stahl |
| Symmetrie | yes | yes | yes | yes | yes | yes | no | yes | yes |
| Anzahl der Lasten | 6 | 6 | 6 | 6 | 2 | 2 | 1 | 1 | 1 |
Wie aus den erhaltenen Optimierungsmustern ersichtlich, ist der Ersatz der Aluminiumhalterung durch Stahl aufgrund der zu geringen Masse nicht möglich. Die meisten Optimierungsmuster zeigen, dass es am besten ist, die Masse entlang der Wände zu verteilen. Dafür gibt es eine Erklärung. Da der Manipulator auf Biegung beansprucht wird, strebt der Optimierer die optimalste Form des Biegequerschnitts an, d. h. einen Doppel-T-Träger. Da der zentrale Teil unterbelastet ist und die äußersten Teile am meisten zur Steifigkeit beitragen.

Abbildung 25 — der steifste Biegequerschnitt
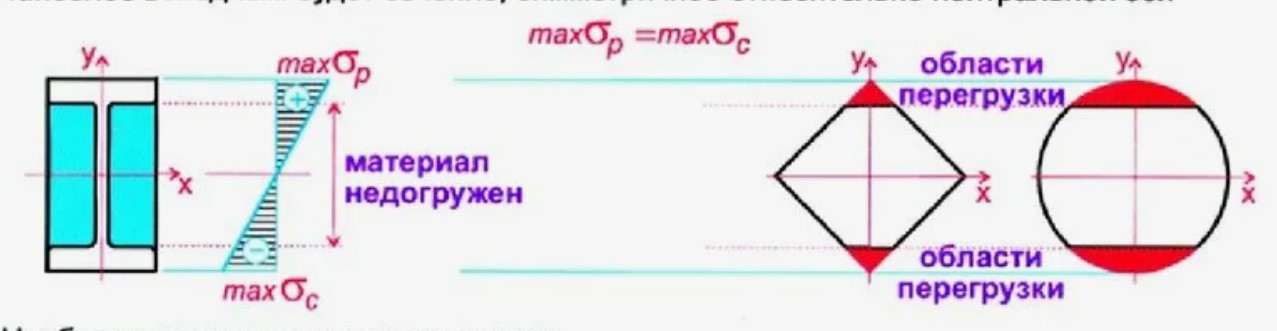
Abbildung 25 — der steifste Biegequerschnitt
Nachweisrechnung
Nach der Auswahl der Form muss eine Nachweisrechnung durchgeführt werden:

Abbildung 26 — FEM der optimierten Struktur
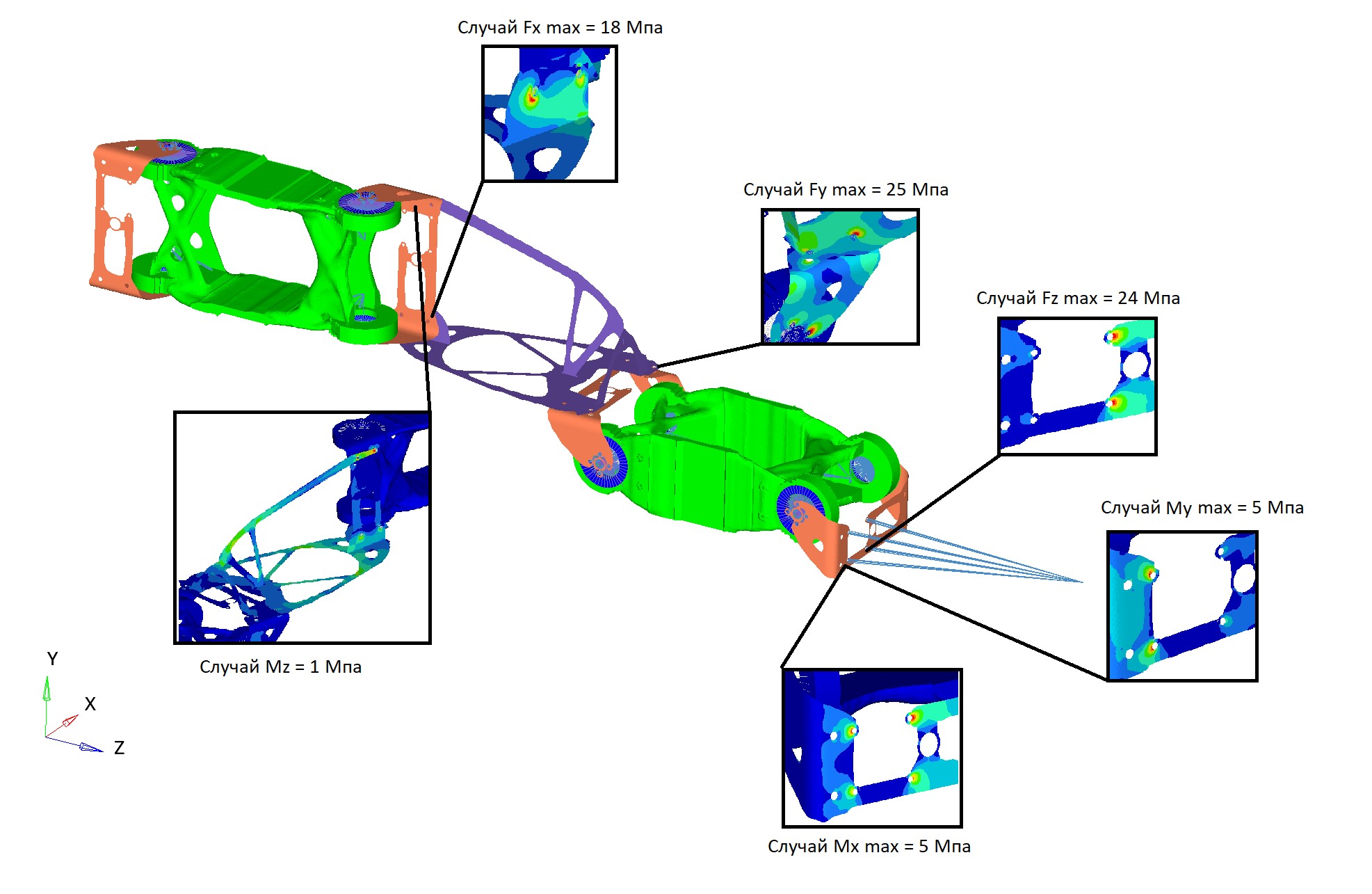
Abbildung 27 — erhaltene Berechnungsergebnisse der optimierten Struktur
Ergebnisse der optimierten Konstruktion
| Lastfall | Fx | Fy | Fz | Mx | My | Mz |
|---|---|---|---|---|---|---|
| Maximale Verschiebung (mm) | 0.41 | 0.31 | 0.21 | 0.04 | 0.05 | 0.01 |
| Maximale Spannung (MPa) | 18 | 25 | 24 | 5 | 5 | 1 |
Die maximalen Spannungen treten an den Befestigungsknoten der Schrauben an den Teilen auf.

Abbildung 28 — finale Version des Manipulators mit erhöhter struktureller Steifigkeit
Vergleich: ursprüngliche und optimierte Konstruktion
| Parameter | Ursprüngliche Konstruktion | Optimierte Konstruktion |
|---|---|---|
| Masse | 1.937 kg | 2.376 kg |
| Max. Spannung | 93 MPa | 25 MPa |
| Durchbiegung durch Fy | 1.05 mm | 0.41 mm |
| Durchbiegung durch Fx | 1.03 mm | 0.31 mm |
| Durchbiegung durch Fz | 0.62 mm | 0.21 mm |
| Durchbiegung durch Mx | 0.12 mm | 0.04 mm |
| Durchbiegung durch My | 0.17 mm | 0.05 mm |
| Durchbiegung durch Mz | 0.03 mm | 0.01 mm |
Schlussfolgerungen
Die technischen Anforderungen wurden nicht erfüllt; to ensure die geforderte Steifigkeit zu gewährleisten, sollte die zulässige Masse um mehr als 15% gegenüber dem aktuellen Wert erhöht werden. Es wurde eine erhebliche Steifigkeitsverbesserung erzielt: infolge der Topologieoptimierung der wichtigsten Strukturelemente wurde eine Verringerung der Nachgiebigkeit erreicht. Die Verschiebungen des Manipulators verringerten sich je nach Lastfall um 57–76%.
Der Zielwert wurde nicht erreicht: trotz erheblicher Verbesserung überschritt die endgültige Durchbiegung der Manipulatorspitze (maximale Verschiebung 0,41 mm) den von den technischen Anforderungen geforderten Wert (höchstens 0,3 mm). Somit konnte die Hauptanforderung des technischen Lastenhefts nicht vollständig erfüllt werden.
Empfehlungen zur Erreichung der geforderten Parameter
Um die geforderten Parameter zu erreichen, sind die folgenden Optionen zu prüfen:
- Die zulässige Masse erhöhen über die aktuelle Beschränkung von 15% hinaus
- Die Anzahl der nicht identischen Strukturelemente erhöhen, indem jedes nachfolgende Strukturelement von der Befestigungsbasis des Manipulators aus leichter gemacht wird
- Die Aluminiumhalterungen durch Stahlhalterungen ersetzen — da Aluminium einen Elastizitätsmodul von 70 GPa und Stahl 200 GPa hat, erhöht dies die Steifigkeit des Teils bei gleicher Last um das 2,5-Fache
- Alternative Materialien in Betracht ziehen mit einem höheren Elastizitätsmodul als Aluminium und einer geringeren Dichte als Stahl
- Den Massenschwerpunkt so nah wie möglich an die Basis verschieben, um die Trägheitsmomente zu verringern
Wirksamkeit der Optimierungsmethode
Die Anwendung der Topologieoptimierungsmethode hat ihre Wirksamkeit bei der Suche nach der optimalen Materialverteilung in gegebenen Konstruktionsbereichen (Des space) bewiesen. Die Methode ermöglichte es, belastete und unbelastete Zonen der Teile zu identifizieren und konkrete Empfehlungen zur Änderung ihrer Geometrie zu formulieren. Die Fertigbarkeit der Lösungen ist jedoch nicht die beste.
Erzielte konkrete Konstruktionslösungen
Für jede der drei optimierten Halterungen wurden Varianten erhalten, auf deren Grundlage neue Geometrien entwickelt wurden. Es ist wichtig zu verstehen, dass beim Nachzeichnen von Strukturelementen die Masse aufgrund der unklaren Grenzen der erhaltenen Formen größer als berechnet sein wird, während beim Nachzeichnen eine klare Grenze festgelegt wird.
For the steel U-shaped bracket: Es wird empfohlen, die Basis zu verbreitern und die für die Biegesteifigkeit verantwortliche Wanddicke auf 6 mm zu erhöhen.
For the aluminum bracket: Der Optimierer zeigte die Zweckmäßigkeit, die Masse entlang der Wände zu verteilen und dabei eine Doppel-T-Träger-Form anzustreben.
For the steel “fin” bracket: Es wird empfohlen, die Dicke der vertikalen Wand auf 6 mm zu erhöhen. Die Basis kann bei 3 mm belassen oder auf 6 mm Dicke erhöht werden.
Festigkeitsnachweis
Die Nachweisrechnung der optimierten Struktur zeigte, dass die maximalen Spannungen in den Teilen erheblich abnahmen (von 93 MPa auf 25 MPa), was deutlich unter der Streckgrenze der Materialien liegt und eine erhöhte Sicherheitsreserve bietet. Gleichzeitig wurde die Massenbeschränkung eingehalten (Zunahme von höchstens 15%).
Abschließendes Fazit
Es wurde eine steifere und festere Manipulatorstruktur erzielt, die jedoch die ursprüngliche Anforderung an die Durchbiegung ≤ 0,3 mm nicht vollständig erfüllt. Die erzielten Ergebnisse und die Methodik sind eine solide Grundlage für weitere Konstruktionsiterationen, die auf die vollständige Erfüllung der technischen Anforderungen abzielen, möglicherweise durch den Einsatz steiferer Materialien oder zusätzliche Änderungen am kinematischen Schema.
Log in to leave a comment.